Компания Термохим предлагает услуги по карбонитрации деталей в Москве — в нашем Инновационном центре упрочнения.
Карбонитрация сталей и чугуна
Сущность метода карбонитрации заключается в том, что детали машин и инструменты, изготовленные из любых марок стали и чугуна, подвергают нагреву в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-600oС с выдержками 5-40 мин для режущего инструмента и 1-4 часа для деталей машин и штампового инструмента в зависимости от требуемой толщины упрочненного слоя. Технология используется для повышения износостойкости, усталостной прочности и – в сочетании с оксидированием – для увеличения коррозионной стойкости. Во многих случаях карбонитрация является альтернативой таких процессов, как поверхностная закалка, гальваническое хромирование, цементация и нитроцементация и др.
После карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой ε– карбонитрид типа Fe3(N,C). Под карбонитридным слоем располагается зона γ’ – фазы типа Fe4(N,C) , под которой находится диффузионная зона (гетерофазный слой). Она состоит из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины. Концентрация азота и углерода при этом существенно снижается.
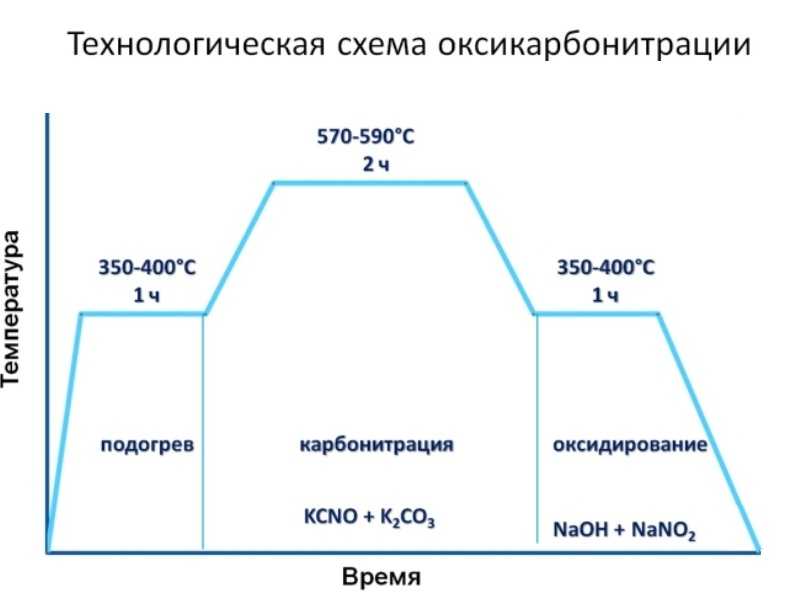 Технологическая схема процесса оксикарбонитрации |
 Структура стали 40Х после карбонитрации |
Применение карбонитрации для обработки деталей повышает усталостную прочность на 50-80%, резко увеличивает износостойкость по сравнению с цементацией, нитроцементацией, газовым азотированием, обеспечивает минимальные величины деформаций в пределах допуска чертежа. Технология применима для упрочнения деталей из любых марок сталей и чугуна обеспечивает микронную точность (см. Таблицу характеристик упрочненного слоя и твердости сердцевины после карбонитрации). Среди технологий низкотемпературного упрочнения карбонитрация в расплавах солей является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-6 ч, вместо 10-60 ч при газовом азотировании. При этом практически отсутствует хрупкость карбонитрированного слоя. Процесс карбонитрации, как правило, является окончательной операцией.
Свойства карбонитрированного слоя:
- толщина 0,01-0,6 мм;
- поверхностная твердость – 400-1200 HV;
- повышение износостойкости в 2-11 раз;
- снижение коэффициента трения в 1,5-5 раз;
- хрупкость слоя – отсутствует;
- повышение задиростойкости, включая нержавеющие стали;
- повышение усталостной прочности в 1,5-2 раза;
- повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
- коробление и поводки длинномерных деталей – практически отсутствуют.
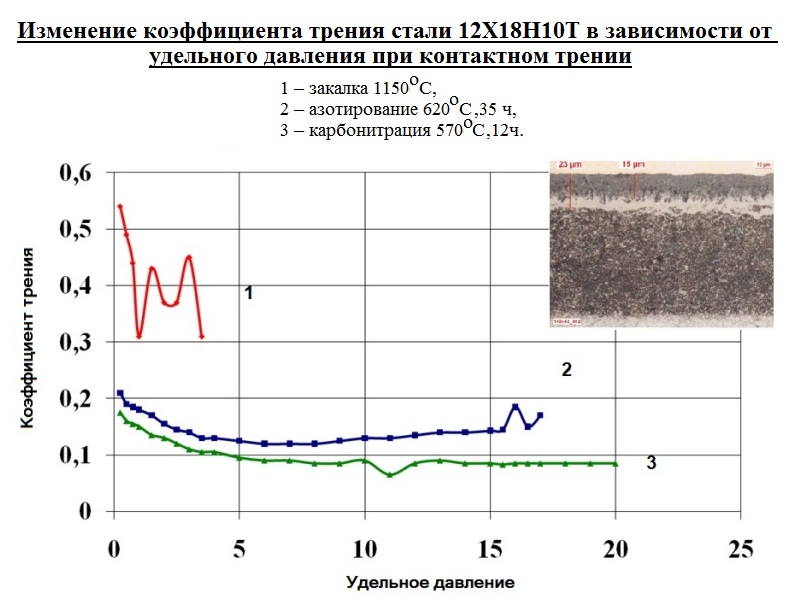 Изменение коэффициента трения стали 12Х18Н10Т в зависимости от удельного давления при контактном трении |
 Коррозионные испытания штоков автомобильных амортизаторов из стали 40Х с различными видами покрытий |
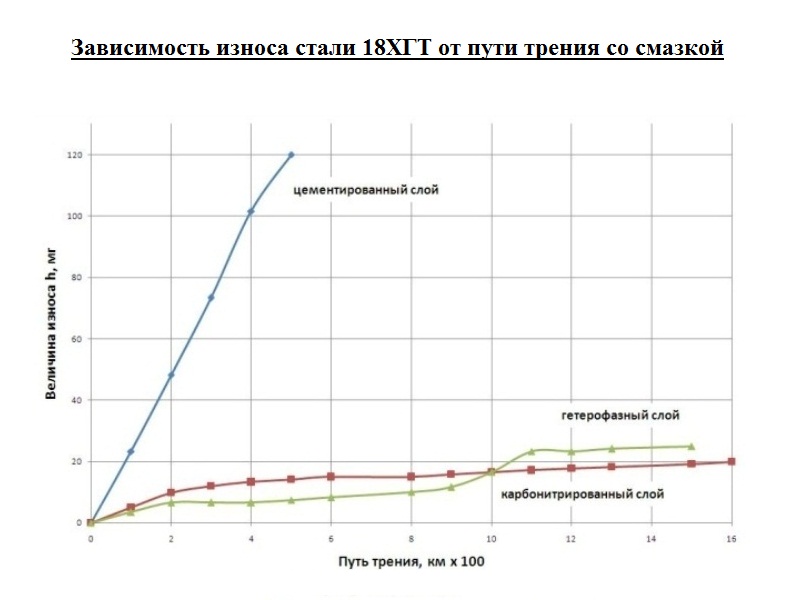 Зависимость износа стали 18ХГТ от пути трения со смазкой |
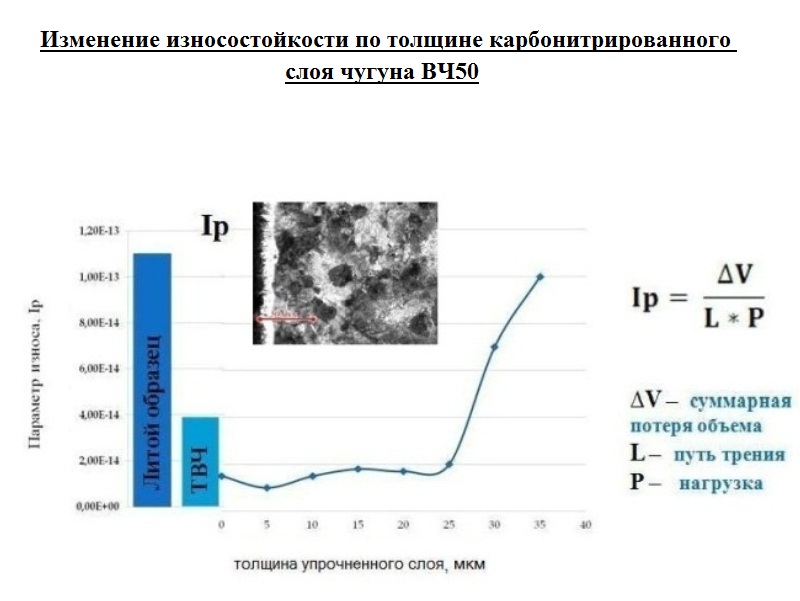 Изменение износостойкости по толщине карбонитрированного слоя чугуна ВЧ50 |
 Распределении твердости по толщине карбонитрированного слоя сталей и чугуна (580oС 3 ч |
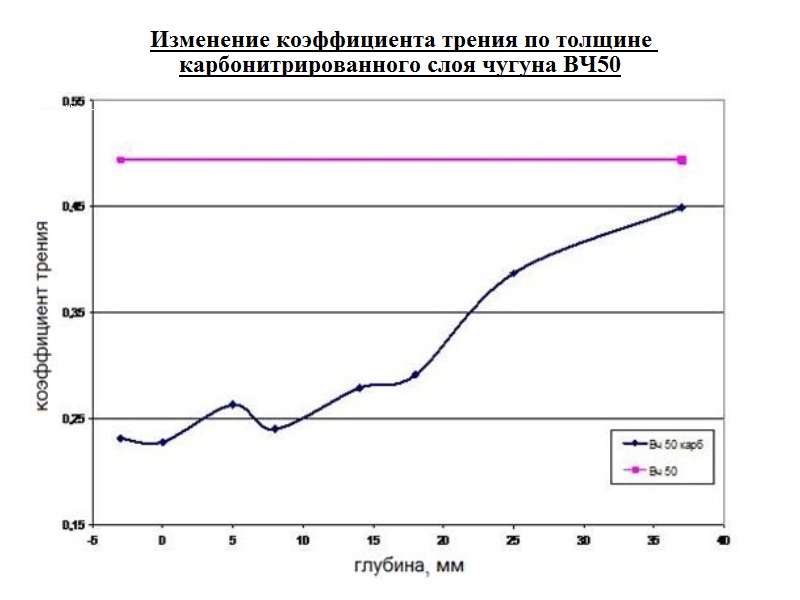 Изменение коэффициента трения по толщине карбонитрированного слоя чугуна ВЧ50 |
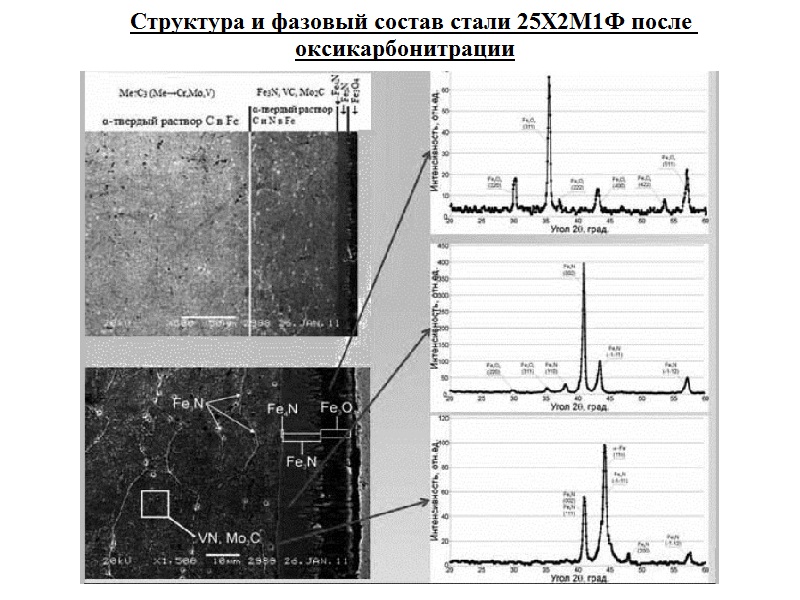 Структура и фазовый состав стали 25Х2М1Ф после оксикарбонитрации |
 Коэффициент трения различных видов покрытий на стали типа 40Х |
 Сравнительные характеристики износостойкости цементированной и карбонитрированной стали 18ХГТ |
 Усталостные испытания чугуна ВЧ5 |
Технология НОК-PQ
Для придания коррозионных свойств деталям рекомендуется проводить процесс оксидирования в нитритно — щелочном расплаве при температуре 350-400oС или водном растворе при 130-150oС.В результате карбонитрации шероховатость поверхности в среднем ухудшается на 1-1,5 класса, поэтому после оксидирования для восстановления шероховатости поверхности можно использовать различные методы полирования:
- Притирка доводочной шкуркой зернистостью 360 или мельче;
- Полирование или тонкое шлифование специальными полировочными кругами в непрерывном процессе подобно бесцентровому шлифованию или шлифованию на токарных автоматах;
- Скользящее шлифование в вибрационной емкости;
- Струйная обработка стеклянными шариками диаметром 40-70 мкм.
При проведении процессов шлифования или полирования возможна потеря коррозионных свойств деталей, поэтому рекомендуется повторное оксидирование.Применение операции оксидирования после карбонитрации приводит практически к полному уничтожению цианидов, находящихся на поверхности.

Технологическая схема НОК-PQ — процесса
Технология карбонитрации в сочетании с оксидированием, полированием и повторным оксидированием, получившая название НОК-PQ (в Германии Tenifer – QPQ) придает деталям машин и инструменту несравнимо более высокие эксплуатационные характеристики.
 Свойства оксикарбонитридного слоя |
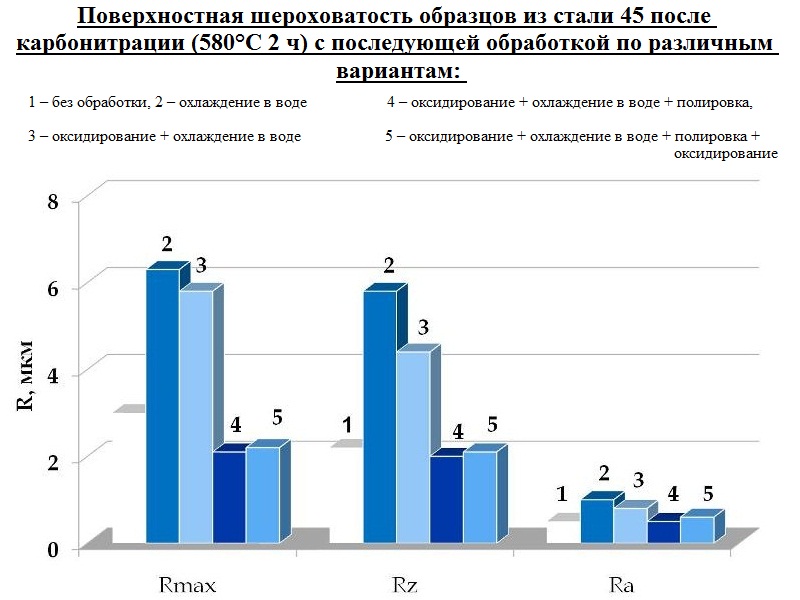 Поверхностная шероховатость образцов из стали 45 после карбонитрации (580°С 2 ч) с последующей обработкой по различным вариантам |
Она может быть использована взамен гальванического хромирования, например, на деталях гидросистем, запорно- регулирующей арматуры, штампового инструмента и др.
См. Результат теста на коррозионную устойчивость стали С45 (испытательная среда: 3% NaCL;0,1 % H2O2)
Стоимость обработки договорная и определяется исходя из сложности, размеров,веса и количества деталей. Для того, чтобы узнать цену карбонитрации, необходимо отправить запрос (с четрежом детали) по одному из адресов, указанном на странице КОНТАКТЫ.